手機(jī):13851001095(陳女士)
手機(jī):13951556808(王總)
電話:0515-83753416
傳真:0515-83756166
網(wǎng)址:www.2380.com.cn
稅號:91320982772489635F
地址:江蘇省鹽城市大豐區(qū)西團(tuán)鎮(zhèn)大龍老工業(yè)園

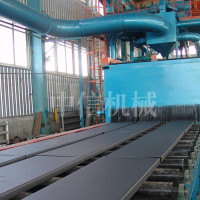
在通常鑄造件生產(chǎn)制造中,拋丸清理是鑄造件表層缺點(diǎn)如皮下組織出氣孔、渣孔及其夾渣、冷隔、脫皮等加工工藝方式。金屬鑄造件,如鋁合金型材、合金銅等的表層清除,除消除空氣氧化皮、發(fā)覺鑄造件的表層缺點(diǎn)外,更關(guān)鍵的目地要以拋拋丸來消除鑄造件的毛邊,得到具備裝修實(shí)際意義的工藝性能,得到綜合性實(shí)際效果。冶金工業(yè)鋼材生產(chǎn)制造中,拋拋丸或是酸洗鈍化是確保鋼材很多生產(chǎn)制造中得到高產(chǎn)出率而選用的機(jī)械設(shè)備或有機(jī)化學(xué)協(xié)同除去磷皮的這種加工工藝方式。鐵氧體磁芯、不銹鋼板金屬薄板等別的合金鋼板、帶的生產(chǎn)制造中,在冷扎工藝流程全過程中務(wù)必開展淬火后再開展拋丸除銹或酸洗鈍化解決,以確保冷軋板的粗糙度及薄厚精密度。
")
Q69系列通過式輥道拋丸清理機(jī)技術(shù)參數(shù):
型號 | Q698 | Q6912 | Q6915 | Q6920 | Q6930 |
長度 mm | ≥1000 | ≥1200 | ≥1500 | ≥2000 | ≥3000 |
鋼板寬度 mm | ≤800 | ≤1200 | ≤1500 | ≤2000 | ≤3000 |
型鋼高度 mm | ≤300 | ≤400 | ≤500 | ≤600 | ≤800 |
型鋼高度 mm | ≤1200 | ≤1800 | ≤1800 | ≤2000 | ≤2000 |
清理速度 m/min | 0.5-4 | 0.5-4 | 0.5-4 | 0.5-4 | 0.5-4 |
拋丸量 kg/min | 4×200 | 4×250 | 4×250 | 6×250 | 6×250 |
拋丸量 kg/min | 8×125 | 8×125 | 8×200 | 8×250 | 8×250 |
注:帶*項(xiàng)為H型鋼專用輥道式拋丸清理機(jī)的常用技術(shù)參數(shù),也可根據(jù)用戶清理工件類型與用戶要求進(jìn)行非標(biāo)準(zhǔn)設(shè)計,確定具體的規(guī)格參數(shù)。
QXY系列設(shè)備技術(shù)性能參數(shù)
項(xiàng)目 | 型號 | QXY-3000 | QXY-3000 | QXY-4500 |
鋼板 | 寬 mm | 1000-3000 | 1000-2000 | 1000-4500 |
厚 mm | 3-60 | 3-60 | 4-80 | |
長 mm | 2400-12000 | 1500-12000 | 4000-20000 | |
型鋼 | 斷面尺寸 mm | 1000×300≥斷面尺寸≥60×80 | 1000×300≥斷面尺寸≥60×80 | - |
長度 mm | 2400~12000 | 2400~12000 | - | |
構(gòu)件 | 寬度 | 1500 | 800 | - |
高度 | 800 | 300 | - | |
長度 | 2100~12000 | 24000~12000 | - | |
輥道 | 允許負(fù)荷 | 2 | 1 | 3 |
工件輸送速度 | 0.5-4 | 1-5 | 1-6 | |
涂漆膜厚度 um | 15-28 | |||
總功率 kw | 614 | 413.2 | 850 | |
外形尺寸(長×寬×高) mm | 55545×12655×7782 | 62000×12000×7230 | 18000×12000×7400 | |
機(jī)器總重 T | 140 | 140 | 300 | |
服務(wù)熱線
139-5155-6808