句容拋丸機安裝
發布時間:2023-01-14 01:32:06
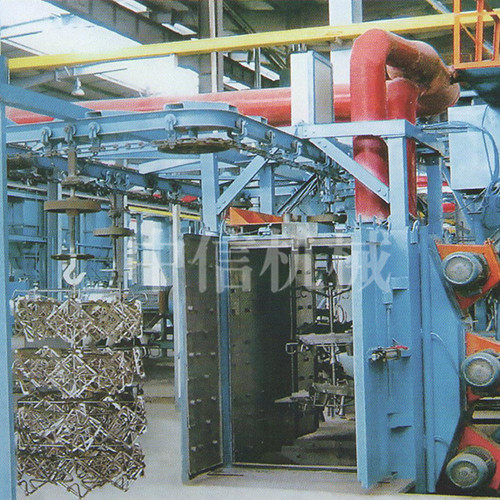
句容拋丸機安裝
幾乎所有的鑄鋼件、灰鑄件、瑪鋼件、球鐵件等都要進行拋丸處理。這不僅是為了去除鑄件表面的氧化皮和粘砂,也是鑄件質量檢驗前不可缺少的準備過程。例如,大型氣輪機外殼必須在無損檢測前嚴格清洗,以確保檢測結果的可靠性。在一般鑄件生產中,拋噴丸清理是發現鑄件表面缺陷如皮下氣孔、渣孔以及粘砂、冷隔、起皮等的必不可少的工藝手段。鋁合金、銅合金等有色金屬鑄件的表面清洗,除了去除氧化皮,發現鑄件的表面缺陷外,主要目的是去除壓鑄件的毛刺,獲得裝飾性的表面質量,獲得綜合效果。在冶金鋼鐵生產中,噴丸或酸洗是一種機械或化學聯合去除磷皮的工藝方法,以確保在大量鋼鐵生產中獲得高生產率。在生產硅鋼板、不銹鋼板等合金鋼板和皮帶時,在冷軋過程中必須進行拋丸或酸洗,以確保冷軋鋼板的表面粗糙度和厚度精度。影響拋丸機清理效率的主要參數是鋼丸的拋射速度和拋丸量。拋射速度越高,打擊力越大;單位時間拋丸量增加,清洗工具單位面積拋丸密度也增加。提高拋射速度距離的影響。鋼丸從拋丸器拋出后,在運動過程中,由于空氣的阻力,速度將會逐漸降低。一般情況下,拋射距離每增加一米,鐵丸動能的損失約增加10%。通常,被清理工件的表面與拋丸器中心線的距離以0.7~1.5m為宜,過近則鋼丸彈痕過深且拋射區過小,過遠則清理效果降低。
句容拋丸機安裝
拋丸機械的強度是有一些影響因素的,主要有:拋丸大小:一般拋丸越大,沖擊動能越大,拋丸強度越大,但拋丸覆蓋率會降低。因此,拋丸機廠家在保證拋丸強度的同時,可以盡量選擇較小的拋丸,但也要看零件的形狀,是否會受到限制。拋丸硬度:如果拋丸硬度高于零件硬度,則硬度值發生變化,不影響拋丸強度。相反,拋丸硬度低于零件硬度,拋丸硬度降低。拋丸速度:增加拋丸速度會提高拋丸強度,但同時可能會增加拋丸的損傷。因此,應在兩者之間找到平衡點,以獲得適當的拋丸速度和良好的拋丸效果。拋丸設備在使用過程中會有一定程度的漏丸,因為設備出口或多或少會有漏丸。原因是工件形狀等不可避免的因素造成的漏丸。因此,應盡量避免漏丸,將其控制在可控合理的范圍內,以免影響拋丸設備的正常使用。拋丸設備的價格備的價格因素,如果是這樣,設備的價格因素可以概括為品牌因素、材料因素和定制因素。而且,這三個因素非常重要和基礎,可以說是不可或缺的。否則,拋丸設備的產品就無法正確購買,導致產品浪費和經濟損失。

句容拋丸機安裝
鋼結構拋丸機的工藝介紹:緩沖角鋼設置在鋼結構拋丸機底部的料斗上,減少了拋丸材料下落時的沖突。輥道兩端設有擋板,避免了工件不運行時的偏差。發球系統采用專用氣動發球閘閥和工件光電檢測。系統采用三級脈沖濾筒除塵器的旋風沉降室,除塵效果佳。傳動頭輪采用棘輪棘爪機構避免反轉,傳動電機采用制動電機防止反轉,提高了反轉的簡單性。變距分離器由雙缸加阻旋轉料位計控制,根據拋丸情況主動調整窗簾,達到全窗簾流幕的功能。鋼結構拋丸機清洗室頂部料倉設置上下料位計,主動檢測拋丸量。電梯下部設有裝丸斗和氣動門,與裝料倉的料位儀一起控制裝丸。裝丸斗配有料位儀,報警裝丸,實現主動裝丸。除銹處理是鋼結構拋丸機生產的主要工藝。如果處理不當,會直接影響鋼結構的質量,縮短鋼結構的維護周期或使用壽命,有時會導致鋼結構使用壽命中的結構安全問題。研究了幾個鋼結構拋丸機項目的拋丸除銹,加強了對影響除銹效果的主要因素的控制,為鋼結構拋丸機提供了除銹方法。

句容拋丸機安裝
拋丸處理是一種拋丸表面處理方法。經過百年的發展,拋丸工藝及其設備早已相當成熟,其應用早已不僅僅是在各重工業工廠。隨著水平移動拋丸設備的誕生,其應用領域迅速擴展到混凝土表面涂層處理和船舶甲板金屬表面處理,直接引入行業標準制定和行業施工方法規范。鋼結構件涂裝前的表面處理是拋丸清理主要的用途之一。用拋丸法清洗鋼結構件可追溯到20世紀40年代,大型建筑工程鋼結構件涂裝前用拋丸法清洗其表面。自20世紀50年代中期以來,鋼板、型鋼等原材料及其復雜的鋼結構件在涂裝前開始進行表面預處理。將拋頭與其他不同的機械設備結合形成生產線或裝配線,使表面前處理和涂裝操作能夠連續進行,生產效率相當高。拋丸機或拋丸生產線在絕大部分的鋼結構制造廠都是不可或缺的生產手段。鋁合金、銅合金等有色金屬鑄件的表面清潔,除了去除氧化皮,發現鑄件的表面缺陷外,主要目的是去除壓鑄件的毛刺,獲得具有裝飾意義的表面質量,獲得綜合效果。在冶金鋼鐵生產中,噴丸或酸洗是一種機械或化學聯合去除磷皮的工藝方法,以確保在大規模生產中獲得高生產率。在生產硅鋼板、不銹鋼板等合金鋼板和皮帶時,在冷軋過程中必須進行拋丸或酸洗,以確保冷軋鋼板的表面粗糙度和厚度精度。

句容拋丸機安裝
影響拋丸機強度的因素有哪些呢?下面拋丸機廠家跟大家一起去了解了解。一、拋丸速度;拋丸機的強度隨著拋丸速度的增加而增加,但拋丸速度越快,拋丸損傷率越高。二、拋丸大小;拋丸機拋丸量越大,沖擊力越大,拋丸機強度越大,但拋丸覆蓋率越低。因此,在保證拋丸強度的前提下,還需要盡量使用較小的鋼丸。此外,噴丸比例也受零件形狀的約束。如果零件上有凹槽,則拋丸直徑小于凹槽內圓半徑的一半。三、拋丸硬度;如果拋丸的硬度高于零件的硬度,則改變其硬度不會影響其強度。當拋丸硬度低于零件硬度時,隨著硬度值的降低,拋丸強度降低。四、拋丸破碎;沖擊破壞后,沖擊動能降低,沖擊越破碎,沖擊強度越低。由于形狀不規則,破碎的鋼丸會損壞零件的外觀,因此必須定期清洗破碎的鋼丸,以確保拋丸率在80%以上。重要的是,噴丸的速度,但我們也需要清楚地知道,噴丸的速度和強度會增加,它們之間的關系是成比例的。其次,噴丸尺寸大,沖擊力大,沖擊力自然增大,但一般可以保證噴丸強度,在選擇合適的球的前提下,由于鋼球覆蓋率會下降。