鎮江鋼結構拋丸機安裝
發布時間:2023-01-10 01:31:58
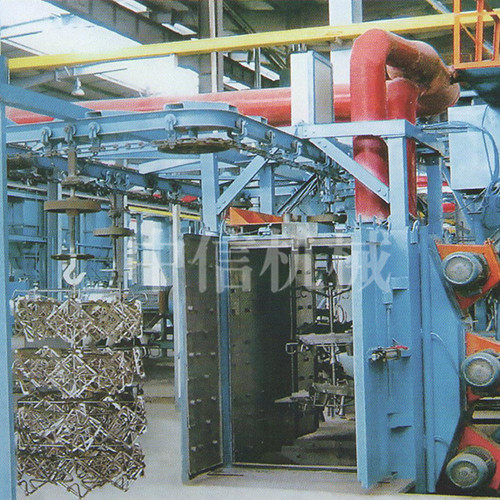
鎮江鋼結構拋丸機安裝
拋丸機是通過一種或多種砂料來打擊金屬的表面。一般來說,這樣做的目的是消除金屬表面的一些附著物,如鐵銹,但有時通過拋丸攻擊獲得特定的表面層,如二維完成卷。這個介質可以是各種規格的砂,碳化硅顆粒、小鋼球等。多年來,拋丸技術和設備日益完善,性能不斷提高,應用范圍從簡單的鑄造表面清潔擴展到冶金礦山、機械制造、汽車拖拉機、武器制造、紡織機械、船舶車輛、航空航天等不同行業,其工藝范圍也從鑄鍛件表面清潔擴展到金屬結構加固、表面加工、噴丸成型等不同領域。拋丸清理機的三個主要用途如下:1、拋丸清洗機使零件表面產生壓應力,可提高其疲勞強度和抗拉應力腐蝕能力;2、拋丸清理機可對扭曲的薄壁零件進行校正;3、拋丸清洗機的工藝取代了一般的冷熱成型工藝。大型薄壁鋁零件的成型不僅可以避免零件表面的殘余拉應力,還可以獲得有利于零件的壓應力。需要注意的是,拋丸清洗機處理過的零件的使用溫度不宜過高,否則高溫下壓應力會自動消失,從而失去預期效果。它們的使用溫度由零件的材料決定,對于一般鋼件來說,大約260-290℃,鋁件只有170℃。
鎮江鋼結構拋丸機安裝
拋丸機拋頭軸承毛病緣由剖析與采取措施,拋頭軸承耗過程中拋頭軸承的主要問題有:設備不標準、光滑油短、疲勞磨損、外力損壞等。相應措施:嚴格按標準停止裝置,定期維修軸承,加注潤滑油,改善光滑條件。原拋頭軸承體部位采用高壓槍給油方式,8個拋頭加注一遍光滑油需用3小時才干完成,既不平安又浪費時間。目前,每個拋頭軸承部分通過高壓鋼絲軟管連接,由高壓油泵自動加油。8個拋頭只需10分鐘就只需10分鐘,效率高。滑潤油的選用能否得當將直接影響拋丸機的運用壽命和良好的機器性,通常拋頭軸承外表溫度不易超越60°,采用改造性的磺基聚合脂1615EN,該脂具有強抗水性;防腐蝕性;耐高溫性(比普通鋰基脂高100°),運用壽命長的特性。選用軸流風機停止強制散熱,降低軸承環境溫度,增加拋頭體排氣孔,自動加注光滑油。定期檢修葉輪、葉片、護板和皮帶等,消弭外力產生的機械共振。

鎮江鋼結構拋丸機安裝
幾乎所有的鑄鋼件、灰鑄件、瑪鋼件、球鐵件等都要進行拋丸處理。這不僅是為了去除鑄件表面的氧化皮和粘砂,也是鑄件質量檢驗前不可缺少的準備過程。例如,大型氣輪機外殼必須在無損檢測前嚴格清洗,以確保檢測結果的可靠性。在一般鑄件生產中,拋噴丸清理是發現鑄件表面缺陷如皮下氣孔、渣孔以及粘砂、冷隔、起皮等的必不可少的工藝手段。鋁合金、銅合金等有色金屬鑄件的表面清洗,除了去除氧化皮,發現鑄件的表面缺陷外,主要目的是去除壓鑄件的毛刺,獲得裝飾性的表面質量,獲得綜合效果。在冶金鋼鐵生產中,噴丸或酸洗是一種機械或化學聯合去除磷皮的工藝方法,以確保在大量鋼鐵生產中獲得高生產率。在生產硅鋼板、不銹鋼板等合金鋼板和皮帶時,在冷軋過程中必須進行拋丸或酸洗,以確保冷軋鋼板的表面粗糙度和厚度精度。影響拋丸機清理效率的主要參數是鋼丸的拋射速度和拋丸量。拋射速度越高,打擊力越大;單位時間拋丸量增加,清洗工具單位面積拋丸密度也增加。提高拋射速度距離的影響。鋼丸從拋丸器拋出后,在運動過程中,由于空氣的阻力,速度將會逐漸降低。一般情況下,拋射距離每增加一米,鐵丸動能的損失約增加10%。通常,被清理工件的表面與拋丸器中心線的距離以0.7~1.5m為宜,過近則鋼丸彈痕過深且拋射區過小,過遠則清理效果降低。

鎮江鋼結構拋丸機安裝
拋丸方法包括將鐵球噴射到加工表面,然后在噴射過程中去除表面較軟的零件,表面非常淺的不規則橙色結構。噴射的小珠子和垃圾被連接到拋丸機上的真空吸塵器吸入,這是一個特殊的過濾系統。鐵珠自動與垃圾分離,清洗后返回微珠循環。垃圾被分離到出口箱中。為了確保顆粒的回收,還有高能真空吸塵器與拋丸機平行運行。水平跑道采用拋丸法去除飛機跑道部位積聚的以下問題,如著陸和起飛帶,這些區域是事故頻發區,特別是雨天,原因很多:跑道表面積聚的膠水,減少甚至消除標記應具有宏觀或微觀防滑,導致表面打滑或與飛機輪胎無縫隙。在清洗過程中,電控速度調節的輸送輥將鋼結合部分或鋼送入清洗室的拋射區。在清洗過程中,在不同的坐標方向下,全身各側都會受到強烈的沖擊和摩擦,生銹的涂層和污垢會迅速剝落,使鋼表面具有一定的粗糙度,用于清洗室外兩側進出口滾輪的裝卸工件。落在鋼板上的彈丸和銹塵通過吹掃機吹掃,落下的球塵混合物通過回收螺旋輸送到室內漏斗。垂直和水平螺旋輸送機集中在電梯的下部,再次提升到機器上部的分離器。分離出來的純顆粒落入分離器料斗中進行拋丸回收。清除拋丸機產生的灰塵由抽氣管送至除塵系統,凈化后的凈氣排入大氣,顆粒粉塵被捕獲收集。